Производство штрипс (лента) толщиной от 0,25 до 8,0 , марки сталей 3пс/сп 5, 08пс, 08ю, 09г2с и другие. Услуги по продольной резке рулонной стали толщиной от 0,25 до 8,0 мм, из металла заказчика.

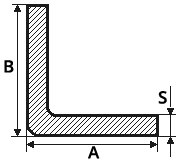
Уголок гнутый равнополочный и неравнополочный (угол) размеры ширины полки от 36мм до 160мм, толщины полки от 2 - 6 мм, сталь 3пс/сп 5, 09Г2С. Аналоги уголка горячекатаного.

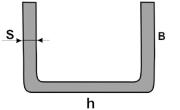
Швеллер гнутый равнополочный и неравнополочный. Размеры ширины полки от 25мм до 100мм, высоты стенки от 50мм до 300мм, толщины швеллеров от 2 - 6 мм, сталь 3пс/сп 5, 09Г2С. Аналоги горячекатаного швеллера.

Поперечная резка рулонов, листового стального проката толщиной от 0,3мм до 8,0мм, шириной от 300мм до 1550мм, длиной от 150 мм до 12100мм>, в требуемый размер для заказчика.

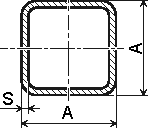
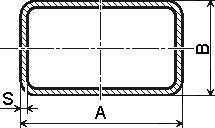
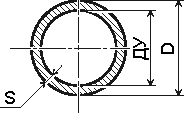
Производство электросварных стальных труб квадратного, прямоугольного и круглого сечения. 46 размеров от ДУ 15 до 219х9, от 20х20х1 до 160х160х9.